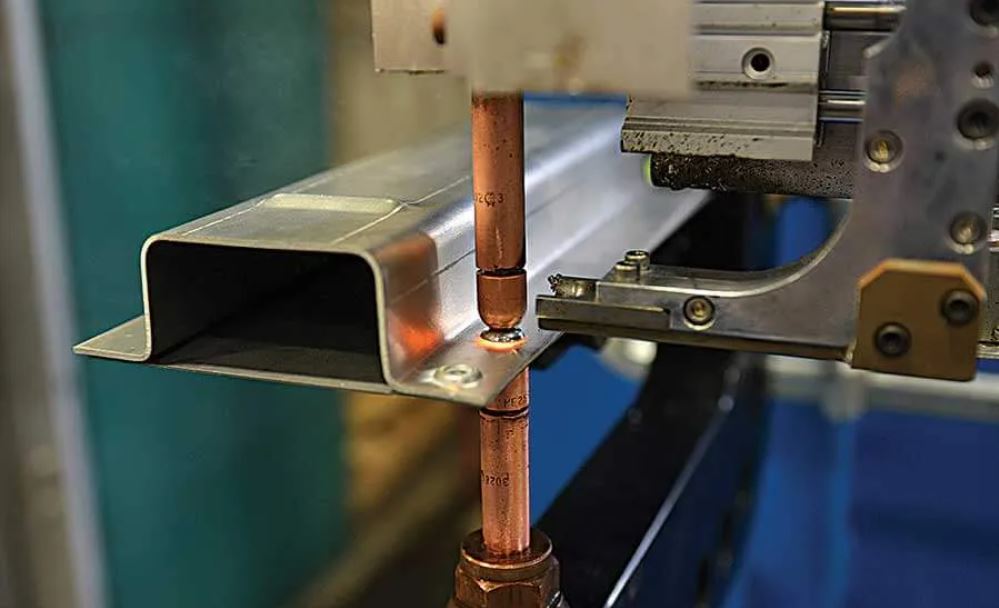
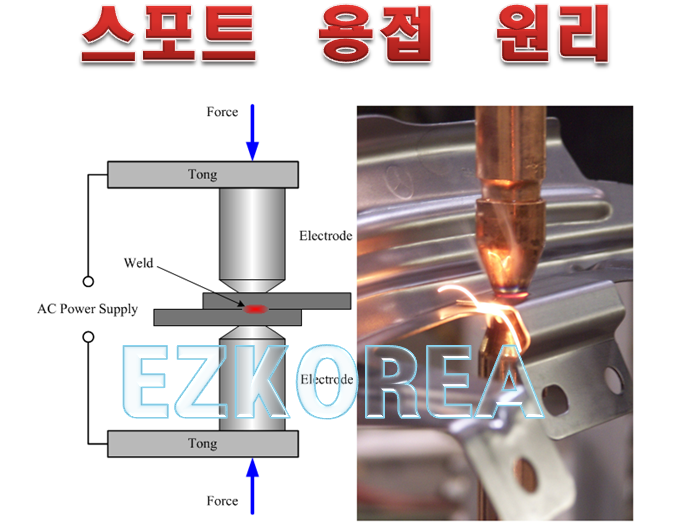
스폿 용접은 자동화가 용이하고 대량생산 공정에 적합하기 때문에 자동차 차체를 비롯한 많은 부분에서 내구성과 신뢰성이 요구되는 박판 구조 접합에 널리 사용되고 있다. 스폿 용접은 접합하고자 하는 패널을 두 전극 사이에 끼워 전류를 통과시키면 접촉면의 전기저항이 크기 때문에 발열한다. 접촉면의 저항은 곧 소멸되는데, 이 발열에 의해 재료의 온도가 상승하여 모재 자체의 저항이 커져 온도는 더 상승하면서 용접되는 원리이다.
전기저항용접의장점-용접공의기능에대한영향이적음.(큰 숙련을 필요로 하지 않는다.) – 용접 시간이 짧아 대량 생산에 적합하다.- 용접부가 깨끗하다.- 산화작용이나 용접변형이 적다.가압 효과로 조직이 치밀해진다.
전기저항용접의 단점-설비가 복잡하고 가격이 비싸다.-급랭경화를 받게 되므로 후열처리가 필요하다.- 다른 금속 간 접합이 어렵다.

전기저항용접의 3요소 1. 가압력 2. 용접전류 3. 통전시간

스폿 용접의 3단계(1) 초기 가압 공정-모재의 용접부에 큰 전류가 흐르도록 하기 위해서는 전극 칩을 가압하여 밀착시킨다. 가압력이 부족하면 통전시 스파크가 발생하면서 완전한 용접을 하지 못해 용접불량의 원인이 된다.(2)통전공정-적절하게 가압한 상태에서 전극칩에 큰 전류를 흘리면 모재가 발열하면서 용융이 시작된다.이때 2중 또는 3중 모재는 작은 용입에서 점차 큰 용입으로 성장한다.이 상태에서 가압을 계속하면 모재가 접합된다.(3)냉각 고착 공정-통전이 종료되고 용융면이 자연스럽게 냉각되어 수축과 응고가 된다.이때 용융 부위의 조직이 치밀해지고 강도가 높아진다.
스폿 용접의 3단계(1) 초기 가압 공정-모재의 용접부에 큰 전류가 흐르도록 하기 위해서는 전극 칩을 가압하여 밀착시킨다. 가압력이 부족하면 통전시 스파크가 발생하면서 완전한 용접을 하지 못해 용접불량의 원인이 된다.(2)통전공정-적절하게 가압한 상태에서 전극칩에 큰 전류를 흘리면 모재가 발열하면서 용융이 시작된다.이때 2중 또는 3중 모재는 작은 용입에서 점차 큰 용입으로 성장한다.이 상태에서 가압을 계속하면 모재가 접합된다.(3)냉각 고착 공정-통전이 종료되고 용융면이 자연스럽게 냉각되어 수축과 응고가 된다.이때 용융 부위의 조직이 치밀해지고 강도가 높아진다.